









COLD STAMPING MOLD:
CONTACT FOR QUOTE 0901 819950
COLD STAMPING MOLD: – LEARN ABOUT THE PILL:
Cold stamping mortar and pestle plays a decisive role in cold stamping technology.
Let’s learn about cold stamping mortar and pestle: Working conditions, material requirements for mortar and pestle, principles of material selection as well as calculation of the gap size between cold stamping mortar and pestle in the article below.
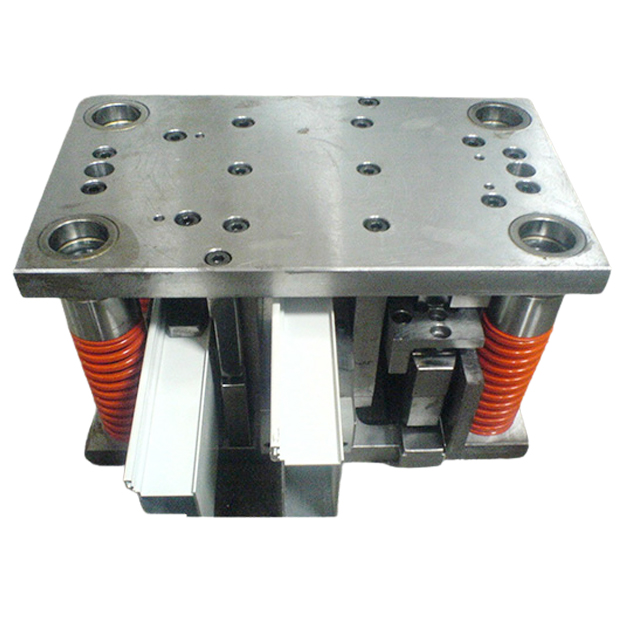
Overview of Cold Stamping Mortar and Pestle
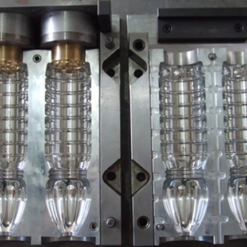
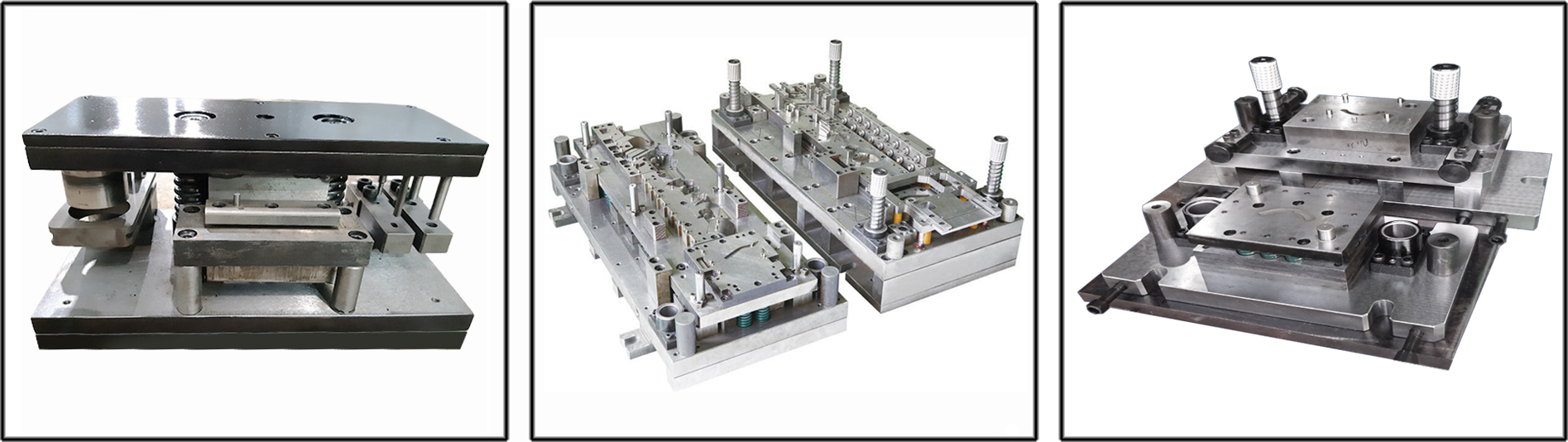
Cold stamping dies and punches are two main parts of the cold stamping die, which play a decisive role in shaping during the cold stamping process. The manufacture of cold stamping mortar and pestle needs to be meticulously calculated so that cold stamping produces accurate, productive and efficient products, avoiding waste of raw materials.
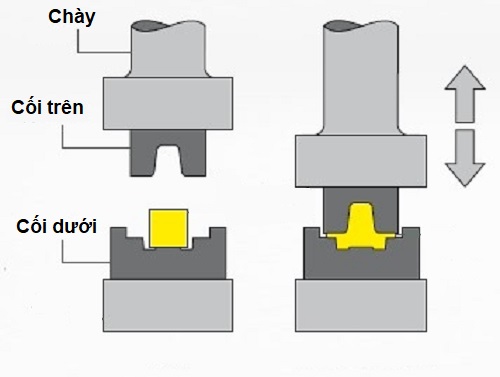
Working conditions:
During the cold stamping process, the mortar and pestle are subjected to great pressure, in addition to large bending stress, impact force and friction force.
The contact area is large so the cold die does not heat up much.
MATERIAL REQUIREMENTS FOR COLD EXTINGUISHING PILLS:
High requirements for materials for cold stamping mortar and pestle. Under such working conditions, materials for cold stamping mortar and pestle must meet the following requirements:
High hardness
Depending on the type of mold and workpiece material (thickness, hardness, etc.), choose the appropriate material to make the mortar and pestle.
For example: If the workpiece is a hard steel sheet such as silicon corrugated iron or has a large thickness, the HRC hardness of up to 60 is required, and for thin steel sheets, the HRC hardness is required at about 56. (Note that it is not set HRC to more than 62 because the mortar and pestle will easily be chipped during work)
Abrasion resistance
Because during work, the mortar and pestle must endure great friction. Therefore, it is necessary to choose abrasion-resistant materials to ensure that the mortar and pestle can withstand thousands or thousands of times of crushing.
If the mortar and pestle have poor abrasion resistance, the clearance between the punch and the mortar will change, distorting the original calculations and not ensuring the quality of the product.
Durability and toughness
Durability and toughness determine the lifespan of a cold punch and mortar when it has to work in environments subject to a lot of pressure and impact. For large dies, additional attention should be paid to the requirements for quenching permeability and less volume change when quenching.
Principles when choosing materials
Choose materials that fully meet the requirements stated above.
Materials must be common, not too expensive and easy to find and replace.
Has good mechanical processing ability, does not require too special technological processes.
Size of gap between punch and die in cold stamping
The size of the gap between the punch and die depends on: material, material thickness, section quality requirements and each operation…
The work of cutting shapes and punching holes
For normal cutting: Punch – die clearance is 8% – 10% of material thickness.
For finishing cutting: The punch – die clearance is 1.5% – 2% of the material thickness.
Table 1: Cutting gap for different types of raw materials (% corresponding to raw material sheet thickness)
- For normal stamping and cutting, we use a larger gap as the material sheet thickness increases.
- Smaller clearance values are used when cutting and punching conditions are favorable, such as punching round holes, etc.
- Larger clearance values are used when cutting conditions are not good, such as square hole punching, etc.
- The secondary cutting zone can appear easily if we use a small gap value for thick sheet material or hard material.
- Use the smallest possible clearance value (precise stamping and cutting) in the case of cutting operations.
- Traditionally, although the clearance can be left the same on all parts, recent experience has shown that it is better to vary the clearance value individually to suit each cutting condition. different on the mold set, so we will limit the wear of the punch and die, as well as the deformation of the product.
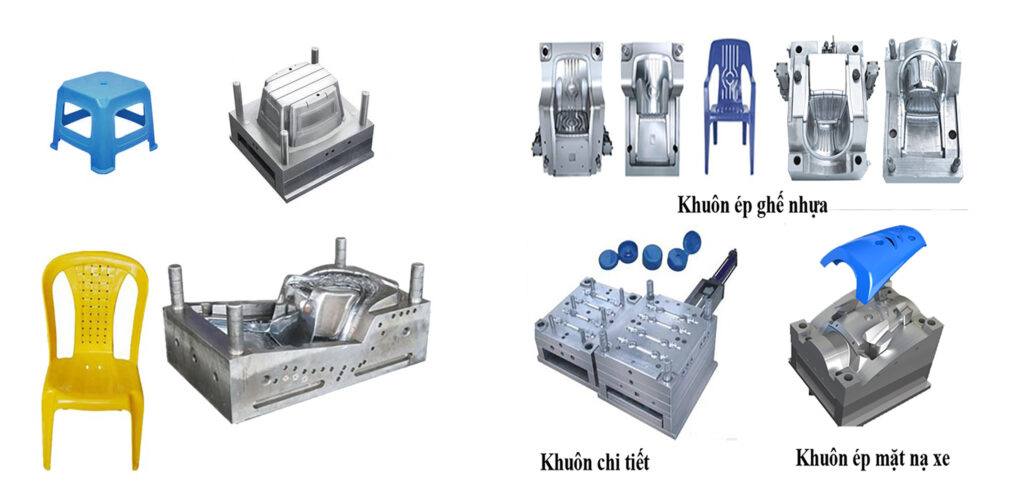
AN TRAN PLASTIC is equipped with a synchronous and modern system of factories, production lines and equipment imported from the US, Western European countries, Japan and some newly industrialized countries (NICs) with mechanical qualifications. Relatively high level of globalization and automation. Products are manufactured from different plastic raw materials such as: PVC, ABS, PP, PA, HDPE, PS, PET… There are also diverse sizes and colors. Specializing in designing and manufacturing injection molds in the field of industrial and household plastics
5 reasons for you to choose AN TRAN PLASTIC:
1. Good team
Our experienced design engineers and mechanical engineers are fully capable and always dedicated to advising customers from creating creative design ideas, balancing mold making costs to suit their needs. bridge to complete manufacturing and put the mold into stable operation.
2. Flexible price
We help customers find suitable mold design solutions and options with reasonable processing costs; Flexible customization according to requirements, size, type of business, industry and product type.
3. Mold is durable
Understanding that mold processing is a high-value production segment that requires precision in details, we are equipped with modern machinery systems to be able to process high-quality molds, made from materials. High quality ensures durability during long periods of use.
4. High aesthetics
The mold is carefully polished to avoid concave errors, ensuring smoothness, helping the plastic product to be shaped evenly and meet the required aesthetic standards.
5. Trendy
Besides respecting customers’ opinions and complying with requests, our design team always updates the latest trends that are popular in the market to proactively propose ideas to customers. create and improve beautiful designs that suit user tastes.
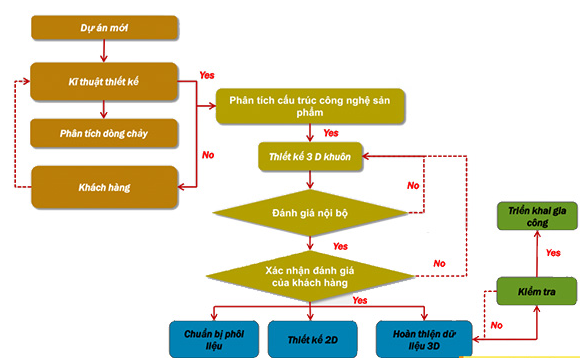
Quy trình thiết kế và gia công khuôn của AN TRAN PLASTIC:
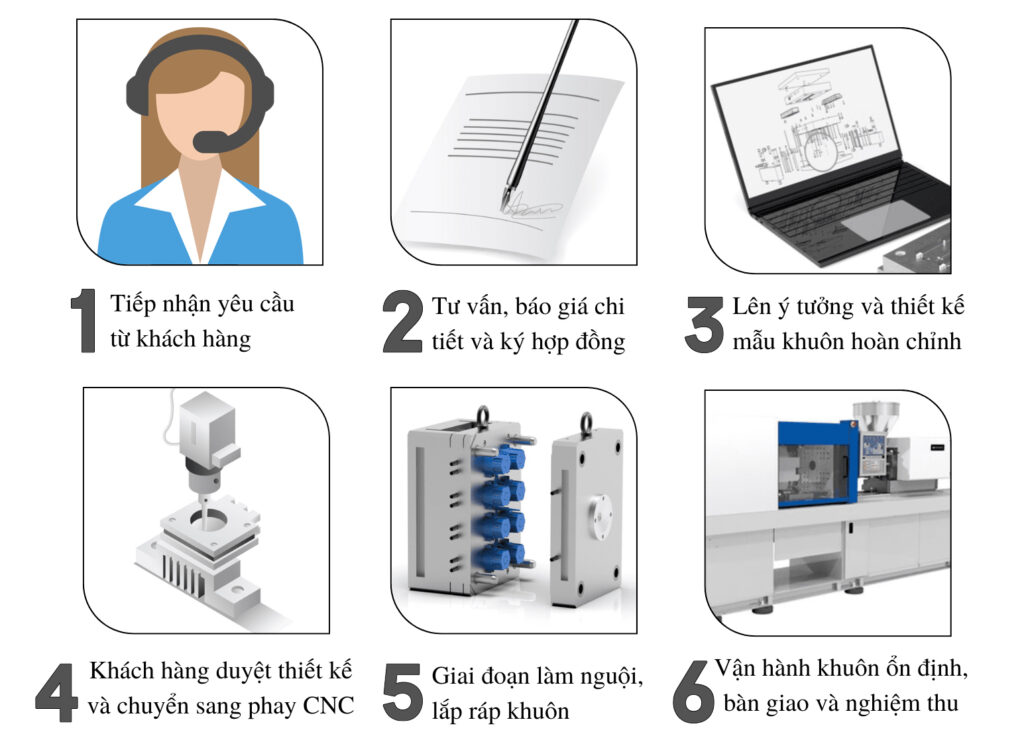
Step 1: Receive requests from customers.
Step 2: Consult for a detailed quote and sign a contract.
Step 3: Come up with ideas and design a complete mold model or according to available sample products provided by the customer.
Step 4: The customer approves the design and switches to CNC milling (Mold processing).
Step 5: Cooling stage, mold assembly.
Step 6: Stable mold operation, handover and acceptance.
Cold stamping mold design and processing process:
– To be able to make molds that meet technical requirements such as ensuring the accuracy of the shape and size of the product, and allowing the product to be easily removed from the mold, the mold must Having a reasonable structure, not too complicated to suit the intended use, etc., the mold design and processing process is a very important factor that determines the quality of the mold.
– The mold design and processing process is very important. The process of designing and machining accurate molds will help produce high quality plastic products.
Email: ads.antranplastic@gmail.com
CONTACT: 0901.819.950